Total Thickness Variation (TTV): The maximum variation in the wafer thickness. Total Thickness Variation is generally determined by measuring the wafer in 5 locations of a cross pattern (not too close to the wafer edge) and calculating the maximum measured difference in thickness. The TTV (Total Thickness Variation) value is used to determine the surface quality parameters of the thinned wafer, which will directly affects the subsequent packaging process and the final quality of the chip. Generally, the smaller the TTV, the better the intra-chip uniformity. The wafer TTV from PAM-XIAMEN can meet your process requirements.
1. ¿Por qué varía el grosor total de una oblea?
El grosor total de una oblea puede variar debido a varios factores durante el proceso de molienda, como se muestra específicamente en la Tabla 1:
|
Tabla 1 Factores que afectan la TTV |
|
| No. | factores |
| 1. | El ángulo entre el husillo de la muela abrasiva y la mesa de apoyo no cumple con los requisitos tecnológicos. |
| 2 | Planitud de la superficie de la mesa |
| 3 | Los ejes de las mesas de apoyo no son paralelos |
| 4 | La limpieza de la mesa de apoyo y si hay algún residuo. |
| 5 | Calidad de la rueda |
| 6 | Parámetros del proceso de molienda |
| 7 | Rigidez del sistema de alimentación de molienda |
| 8 | Rigidez del sistema de la mesa de apoyo |
Entre todos los factores, el factor fundamental es que el ángulo entre el husillo y la mesa de apoyo cumpla con los requisitos del proceso. Hay un cierto ángulo entre la muela abrasiva y la mesa de soporte, que es el proceso clave para obtener una mejor calidad de la superficie de adelgazamiento de la oblea, controlar el TTV, prolongar la vida útil de la muela abrasiva y reducir la tensión interna del adelgazamiento.
2. ¿Cómo controlar TTV para cumplir con los requisitos del proceso del usuario?
Como se muestra en la Figura 1, la garantía del valor del ángulo △β entre el eje principal de la muela abrasiva y la mesa de soporte se realiza principalmente ajustando el ángulo del eje principal o la mesa de apoyo. A través del ajuste, el ángulo △β entre el eje principal y la mesa de rodamientos puede cumplir con los requisitos del proceso.
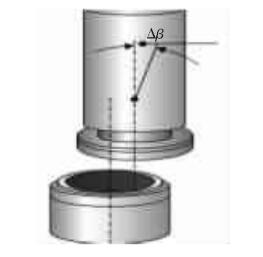
Fig. 1 Ángulo entre el eje principal y la mesa de apoyo
Al final, se logrará el estado de rectificado de la muela abrasiva como se muestra en la Figura 2, es decir, durante el proceso de rectificado de la muela abrasiva, solo la sección 0B de la muela abrasiva es el área de rectificado principal, que también es el área clave para garantizar el TTV en la oblea. Antes del corte, los ángulos del eje con respecto a los tres puntos de B0A de la oblea son 0, 0 y -20° respectivamente. El punto clave que afecta a TTV es asegurarse de que el ángulo relativo entre el punto 0 y el punto B sea 0.
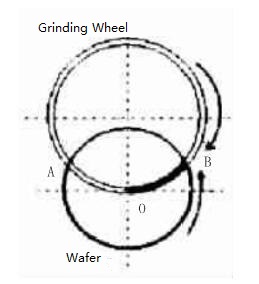
Figura 2 Rectificado
La clave para resolver este problema es ajustar la desviación en línea de acuerdo con la precisión de molienda de la oblea. Su principio de ajuste es que después de completar el ajuste manual inicial del equipo, la oblea se muele y escanea mediante un dispositivo de medición en línea sin contacto para obtener el valor TTV de la oblea y la posición específica del espesor de la oblea. De acuerdo con los parámetros de espesor específicos, se calcula la función de correlación y el ángulo se ajusta a través del dispositivo de control automático.
Este proceso de ajuste es: moler de acuerdo con la oblea ajustada manualmente, medir el valor TTV de la primera oblea en línea, ajustar el ángulo de acuerdo con el resultado de la medición y luego moler la oblea. El valor se reducirá gradualmente hasta que se cumplan los requisitos del proceso de usuario.

Para obtener más información, por favor contáctenos por correo electrónico avictorchan@powerwaywafer.comypowerwaymaterial@gmail.com.