El carburo de silicio tiene características muy estables, por lo que puede funcionar de manera estable en algunos entornos hostiles. Debido a los enlaces químicos estables, el umbral técnico para la producción de carburo de silicio es muy alto. Las condiciones de crecimiento de los lingotes de cristal de carburo de silicio son duras y requieren un entorno de crecimiento de alta temperatura (~ 2600 ℃) y alta presión (> 350MPa); La velocidad de crecimiento de los cristales es lenta, la capacidad de producción es limitada y la calidad es relativamente inestable. Limitado por el tamaño del horno de crecimiento de obleas, el tamaño del lingote de cristal está restringido. El carburo de silicio es un material duro y quebradizo. La dureza es superada por la del diamante. El corte es difícil y la precisión del pulido es difícil de controlar. Por lo tanto, el proceso de fabricación de obleas de carburo de silicio para cortar el lingote de carburo de silicio es muy difícil.
1. Requisitos de la industria paraCarburo de silicio ObleaProducción
Se presentan los requisitos correspondientes de la industria para el proceso de fabricación de obleas de carburo de silicio:
| Proceso | Parámetros | Requisitos |
| Crecimiento de un solo cristal | Tamaño | > 4 pulgadas |
| Forma de cristal | 4H-SiC | |
| Densidad de microtúbulos | < 2 / cm2 | |
| Resistividad | 0.015 ~ 0.03Ω * cm (tipo conductor N) | |
| 10 ^ 5 Ω * cm (semiaislado) | ||
| Requisitos de procesamiento | TTV | < 15 micras |
| Arco | < 40 μm | |
| Deformación | < 60 micras | |
| Ra | < 0,3 nm |
* Las obleas de carburo de silicio (SiC) producidas por Materiales avanzados Co., Ltd. de Xiamen Powerway(abreviatura de PAM-XIAMEN) cumplen con los requisitos de la industria. Para obtener más detalles, visite:https://www.powerwaywafer.com/sic-wafer/sic-wafer-substrate.html.
Los parámetros de TTV, arco, deformación y Ra en la tabla anterior no son tan fáciles de lograr. Las razones se enumeran a continuación:
La calidad del cristal en sí determina el procesamiento posterior;
La dureza del carburo de silicio es 9.2, que solo puede procesarse con diamante;
Si simplemente usa procesamiento de diamante, demasiada tensión dañará los sustratos de la oblea de carburo de silicio.
2. Oblea de carburo de silicioProceso de manufactura
Por las razones anteriores, todo el proceso de fabricación de obleas de carburo de silicio está diseñado como se muestra en la Figura siguiente:
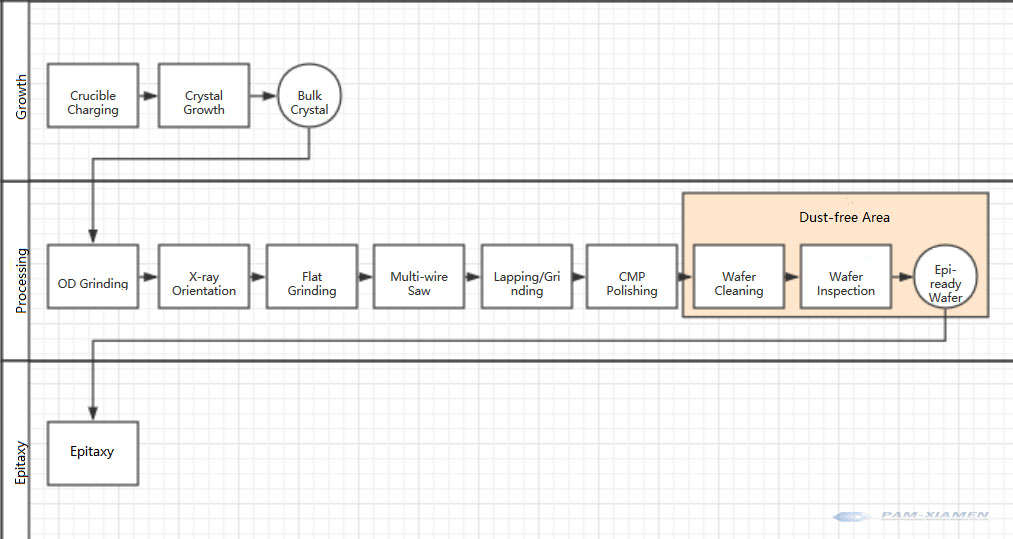
Proceso de fabricación de obleas de carburo de silicio
El corte de varios hilos con hilo de diamante se utiliza para controlar la deformación, el arco y la TTV; El rectificado de doble cara se utiliza para eliminar la capa de daño por corte y elevar la urdimbre, el arco, TTV y LTV; El pulido de doble cara se utiliza para reducir la rugosidad a menos de 2 nm. El pulido químico mecánico se utiliza para mejorar la calidad de la superficie, hacer que la rugosidad sea < 0.2nm y sin rayones. La limpieza de obleas de SiC y el envasado de obleas de SiC no requieren pegajosidad bajo una luz intensa.
Todos los procedimientos generan la correspondiente tecnología clave del procesamiento de obleas de SiC:
# Técnica
# Sierra de varios hilos
# Control de urdimbre / arco / TTV / LTV
# CMP
# Limpieza de obleas
El proceso de fabricación de obleas de carburo de silicio se describe en detalle a continuación.
2.1Cortar lingotes de carburo de silicio por Corte de múltiples alambres
Para evitar la deformación, el grosor de la oblea después de cortar en cubitos es 350um. Generalmente, se adelgazará después de que se convierta en un chip.
2.2Carburo de silicio WdespuesMolienda
Utilice lechada de diamante para moler. El tamaño de partícula del polvo de diamante en la lechada afecta la tasa de eliminación y la capa de daño de la superficie. El uso del método que combina la molienda gruesa con un tamaño de partícula más grande y la molienda fina con un tamaño de partícula más pequeño puede lograr mejores resultados de molienda. El disco de pulido rugoso es un disco de resina de cobre / disco de vidrio, y el disco de pulido fino es un disco de estaño.
La presión de molienda y la velocidad del disco de molienda también afectan la calidad de molienda de las obleas de SiC:
cuando la presión de molienda es alta, la velocidad de molienda es rápida, pero el valor de TTV aumentará en consecuencia;
cuando la presión es pequeña, la velocidad de molienda se vuelve más lenta;
El aumento de la velocidad del disco abrasivo dentro de un cierto rango puede mejorar la velocidad de eliminación, pero cuanto mayor sea la velocidad, peor será la planitud de la superficie del sustrato.
La presión de molienda generalmente se controla a 0.5-0.8 kN (0.025 MPa), la velocidad del cabezal de molienda es de 60-80 r / min y la velocidad del disco de molienda es de aproximadamente 60 r / min.
El disco de molienda debe afilarse durante el proceso de molienda para garantizar la tasa de eliminación del sustrato monocristalino de carburo de silicio. El sistema de preparación del disco de molienda puede hacer que el líquido de molienda se distribuya uniformemente y garantizar el efecto de eliminación de molienda. Cuando la tasa de remoción del disco de esmerilado se reduce y la tasa de remoción no se puede garantizar mediante el apósito en línea, el disco de esmerilado debe cortarse fuera de línea.

2.3SiC obleaPulido por Mecánica química durante el proceso de fabricación de obleas de carburo de silicio
Usando acción mecánica (presión) y química / oxidación (peróxido de hidrógeno, valor de pH) para trabajar juntos para hacer la superficie lisa y limpia. Se debe prestar más atención al equilibrio entre la acción química y la acción mecánica. El tipo de fluido de pulido, la almohadilla de pulido, la presión de pulido, la velocidad del disco de pulido y muchas otras condiciones determinarán la calidad del pulido:
- Influencia de la concentración de la solución de pulido: cuanto mayor sea la concentración de la solución de pulido, más fuerte será la capacidad de eliminación del pulido. Sin embargo, la rugosidad de la superficie del sustrato aumentará y la calidad de la superficie disminuirá. La concentración disminuirá, la capacidad de eliminación del pulido disminuirá y la eficiencia será baja;
- Las almohadillas de pulido más duras pueden obtener una mejor planitud y las almohadillas de pulido más suaves pueden obtener una superficie con menos defectos;
- El aumento de la presión de pulido o la velocidad de rotación puede mejorar la tasa de eliminación del material, pero al mismo tiempo, aumentará la rugosidad de la superficie del material y la capa de daño debajo de la superficie, lo que afectará la calidad de la superficie.
Cuando la cantidad de remoción es demasiado grande, debido a la alta dureza del material de carburo de silicio, las partículas abrasivas de la muela abrasiva se redondean y opacan gradualmente bajo la acción de la fricción y la extrusión. Los residuos de rectificado incrustados en los poros de la superficie de la muela abrasiva causarán un bloqueo de la muela abrasiva de diamante, lo que provocará una disminución en la capacidad de rectificado y la eficiencia de la muela abrasiva y una irregularidad en la superficie de la pieza de trabajo.
Para solucionar este problema, se ha mejorado el proceso de trituración de obleas de SiC y se ha añadido el proceso de preparación en línea de oilstone. Por un lado, puede eliminar los restos abrasivos atascados en la superficie de la muela y hacer que las partículas abrasivas sobresalgan a la superficie; por otro lado, cuando la muela se desafila, se puede afilar nuevamente afilando, facilitando el proceso de amolado y corte.
Espesor máximo de corte = 2 * velocidad de la pieza de trabajo / (velocidad de la muela abrasiva * número de tamaño de partícula de la muela abrasiva) * √ (avance radial / diámetro de la muela abrasiva)
Cuanto menor sea la alimentación de la muela, mejor será la rugosidad de la superficie de la pieza de trabajo y mayor será la precisión de la superficie. Durante el proceso de mecanizado, puede elegir el avance adecuado de acuerdo con la rugosidad de la superficie a lograr.
El proceso de molienda general se divide en: etapa de alimentación de alta velocidad, etapa de alimentación vacía, etapa P1, etapa P2, etapa P3 y etapa de retorno de alta velocidad.
La cantidad de material extraído se puede obtener midiendo la calidad de las obleas de silicio antes y después del pulido con la balanza electrónica de precisión Sartorius CP225D. Las características de morfología de la superficie de las obleas de carburo de silicio se analizan con un microscopio óptico Olympus OLS4100. Mida la rugosidad de la superficie de la oblea de carburo de silicio con el perfilador de superficies Zygo Newview5022 y tome 3 puntos iguales en el círculo de 1/2 diámetro de la oblea para medir el valor promedio. Después del pulido fino, la rugosidad de la superficie de la oblea de carburo de silicio se mide con un microscopio de fuerza atómica XE-200.
2.4 Oblea de carburo de silicioLimpieza
Los pasos de la limpieza RCA de carburo de silicio son:
- Utilice acetona (C3H6O) para una limpieza ultrasónica de 15 minutos;
- Use agua desionizada para 3 veces de limpieza ultrasónica, 10 minutos cada vez;
- Después de hervir una solución de H2O2 + NH3H2O: H2O con una relación de volumen de 1: 1: 5 durante 15 minutos, limpie la oblea (la concentración de H2O2 es del 30%);
- Use agua desionizada para 3 veces de limpieza ultrasónica, 10 minutos cada vez;
- Después de hervir una solución de H2O2 + HCl: H2O con una relación de volumen de 1: 1: 5 durante 15 minutos, limpie la oblea (la concentración de HCl es 37%);
- Use agua desionizada para 3 veces de limpieza ultrasónica, 10 minutos cada vez;
- Después de sacar la oblea, séquela con nitrógeno de alta pureza.
El tratamiento RCA puede eliminar eficazmente la capa de contaminación y otras impurezas que quedan en la superficie de la oblea de carburo de silicio después del recocido, y no afectará la estructura de la superficie de la oblea de carburo de silicio.
PAM-XIAMEN obedece estrictamente el proceso de fabricación de obleas de carburo de silicio, con el objetivo de proporcionar a los clientes obleas de carburo de silicio de alta calidad.
Para obtener más información, contáctenos por correo electrónico a victorchan@powerwaywafer.com y powerwaymaterial@gmail.com.