抽象
高度な特性評価は、太陽電池のコスト効率 ($/Wp) をさらに向上させるために重要な役割を果たします。 この論文では、現在、シリコンウェーハ太陽電池実験室でも工場でも。 対象となるテクニックには以下が含まれます
発光イメージング、寿命分光法、光学的および電気的測定。 私たちは、シリコンウェーハ太陽電池の主な損失プロセスを定量化する、測定されたパラメータに完全に基づいた詳細な損失解析を提示します。この損失解析は完全に高精度の測定に基づいており、詳細な定量化を提供します(
W/cm2) 前面金属シェーディング、アクティブ領域の前面反射、前面エスケープ、直列抵抗とシャント抵抗、不完全なアクティブ領域の内部量子効率、および順方向バイアスによる太陽電池の電力損失1 太陽最大電力点での電流。 また、
個々の処理ステップと最終太陽電池の詳細な損失分析を使用して、産業用シリコンウェーハ太陽電池の平均効率と歩留まりを向上させることができます。
1. はじめに
現在、シリコンウェーハ太陽電池が市場を支配しており、その市場シェアはさらに拡大しています。 これらの太陽電池の大部分は、次の手順で構成される製造シーケンスによって製造されます。
私。 鋸ダメージ除去を含む表面テクスチャー
ii. リン拡散(チューブ拡散またはインライン拡散)
iii. リンケイ酸ガラスの除去
iv. 窒化ケイ素の堆積
v. 前面および背面の金属接点のスクリーン印刷
vi. エッジ分離
すべての産業用太陽電池について、その太陽エネルギー変換効率が測定されます。 しかし、シリコンウェーハ太陽電池の完成前後に、シリコンサンプルからかなりの量の情報を得ることができます。 この論文では、部分的に処理されたシリコンウェーハから抽出できるいくつかの典型的なプロセス関連の問題が提示されます。 さらに、7 つの最も重要な損失メカニズムを定量化する、完成したシリコン ウェーハ太陽電池のボトムアップ損失解析が示されています。 この方法
シリコンウェーハ太陽電池の最適化のガイドとして役立ちます。
2. 部分的に加工されたシリコンウェーハの特性評価
2.1. フォトルミネッセンスイメージングによる生ウェーハ分析
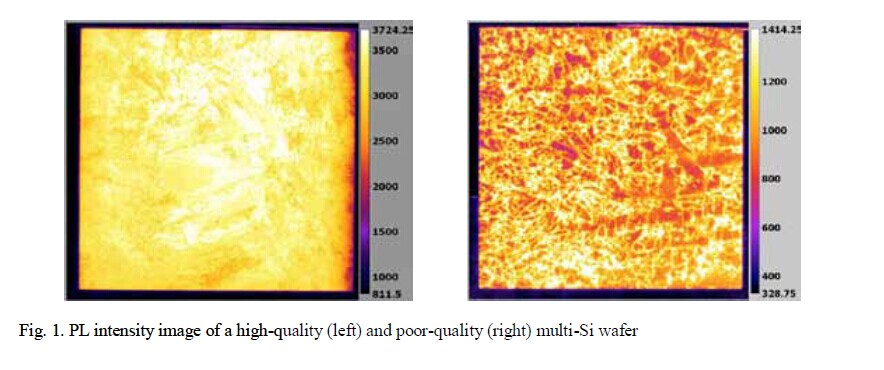
Photoluminescence (PL) imaging has emerged in the last decade as a very versatile characterisation technique in the field of silicon wafer photovoltaics [1]. Of particular interest is that PL enables us to study partly processed silicon wafers in every step of the solar cell fabrication sequence. As an example, Fig. 1 shows PL intensity images taken on a high-quality and a low-quality multi-Si wafer (PL images taken with the LIS-R1 system from BT Imaging, Australia). The wafers were measured in their as-received state, i.e. no processing step was applied at SERIS. The high-quality wafer has a uniform appearance, apart from a lower intensity edge at the right which can be attributed to the block-casting process. The low-quality wafer has a clearly different appearance with a significant portion of the wafer appearing “dark”. It has been shown by Giesecke et al. that dark areas in raw wafers relate to areas with bulk minority carrier lifetimes of < 10 s [2]. Interestingly, the areas close to the grain boundaries are brighter in the PL image of the low-quality multi-Si wafer. This can be explained by the internal gettering of impurities by the grain boundaries, resulting in higher effective lifetimes in the proximity of grain boundaries in multi-Si with a high impurity content. This multi-Si wafer was clearly cut from either the top or bottom of the ingot. This result clearly shows that PL has the potential to assess the quality of as-received wafers before any processing. This information can be used for incoming quality control or to “bin” the incoming wafers into quality groups and to tailor especially the thermal processing in order to get the optimal cell efficiency for each quality group, instead of processing all wafers in the same way.
2.2. 鋸ダメージの除去とテクスチャリング
受け取った状態のシリコンウェーハには、ソーイングプロセスの結果として、各表面 (表と裏) に欠陥層が含まれています。 このソーダメージ層の少数キャリアの寿命は、ソーイングプロセスに起因する化学不純物と結晶欠陥により比較的短くなります。 この欠陥層は、通常、表面のテクスチャリングに使用されるのと同じステップで、化学処理によって除去されます。シリコンウェーハ。 この化学ステップで欠陥層が完全に除去されることが非常に重要です。
ただし、欠陥層の厚さはウェーハ供給業者によって異なるため、欠陥層が完全に除去されていることを確認するには、特性評価シーケンスが必要です。 図 2(a) には、特定のシリコン ウェーハ タイプに必要な最小限のソーダメージ エッチング (SDE) 時間を抽出できるプロセス フローが示されています。 対称的に不動態化された寿命構造は、さまざまな SDE 時間 (80℃の KOH) を経た Si ウェハから作成されます。 その後、実効寿命は、例えば準定常状態の光コンダクタンス減衰 (WCT-120、Sinton Consulting、米国) によって決定されます [3])。 図 2(b) から、この特定のタイプのウェーハの最小 SDE 時間は 4 分であることがわかります。
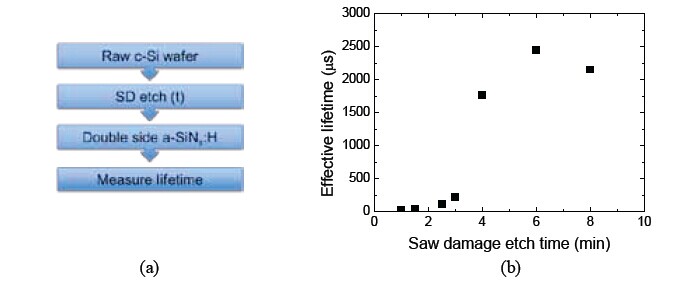
図 2. (a) シリコンウェーハに必要な最小限のソーダメージエッチング時間を決定するために使用される実験プロセスフロー。 (b) 対称的に不動態化された寿命サンプルの有効少数キャリア寿命は、ソーダメージエッチング時間を増やすと大幅に増加します。 このタイプの Si ウェーハの場合、最小限のソーダメージのエッチング時間は 4 です。
分を使用する必要があります。
2.3. リンの拡散
エミッタ形成の標準的な方法は、インライン拡散またはチューブ拡散によるリン拡散です。リン拡散で重要となる主なパラメータは、シート抵抗の絶対値とその横方向の均一性です。 図 3 には、モノ Si ウェーハ上で 4 点プローブ (Crestbox、ナプソン、日本) を使用して 49 回の個別測定を行うことによって得られたシート抵抗マップが示されています。 この特定のウェハでは、均一性が比較的悪く、前面の Ag メタライゼーションで接触の問題が発生する可能性があります。この場合、ウェハの裏面へのドーパントの拡散を最小限に抑えるために、モノ Si ウェハは背中合わせにロードされました。 ただし、PL 強度画像では、ウェーハの周囲に高強度のエッジが表示されており、これはウェーハ裏面の寄生 P 拡散に起因すると考えられます。 したがって、この寄生拡散は、セルの分路や背面の接触不良やパッシベーション不良を引き起こす可能性があるため、太陽電池製造シーケンスの残りの部分で考慮する必要があります。
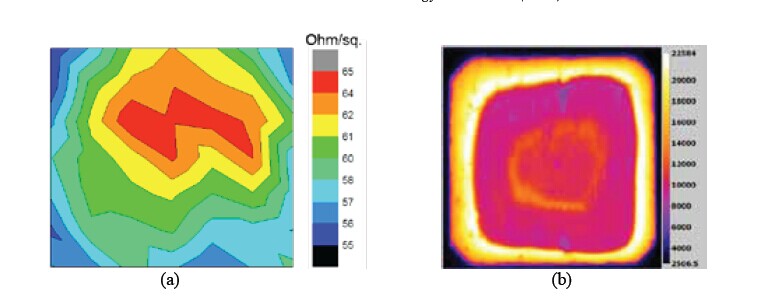
図 3. (a) 目標シート抵抗を 60 オーム/平方とした、幅 156 mm の擬似正方形 n+ 拡散 p 型モノシリコン ウェハの測定されたシート抵抗分布。 明らかな不均一性が観察され、太陽電池製造の後の段階で問題を引き起こす可能性があります。 (b) 同じウェーハの PL 強度画像から、さらに重要なことが明らかになります。
ウエハ後部の不均一性は、チューブ拡散プロセスへのウエハの非最適な連続装填に関連しています。
2.4. 窒化ケイ素の堆積
窒化ケイ素は、反射損失を低減し、同時にバルクおよび表面のパッシベーションを提供するため、現在、シリコンウェーハ太陽電池用の最先端の反射防止コーティング (ARC) です。 表面不動態化の最適レベルが膜の最適な ARC 特性と常に一致するとは限らないことはよく知られています。 したがって、両方のプロパティを並行して処理する必要があります。 図 4 では、ARC および表面パッシベーション特性が窒化シリコン (SiNx) 膜の屈折率の関数としてプロットされています。 光吸収と反射損失は、参考文献に詳細に記載されているように、光線追跡と伝達マトリックス法の組み合わせによって決定されました。 [4]。 テクスチャード加工されたモノシリコンウェーハ上の窒化シリコン膜によって引き起こされる反射損失と吸収損失の両方を考慮することが重要であることがわかります。 フィルムの透過率は、太陽電池の得られる電流を制限するため、最適化する必要があります。

図 4. (a) アルカリテクスチャードモノシリコンウェハ上の SiNx 膜の屈折率の関数としての加重平均反射、吸収、透過。 SiNx 膜の光学的厚さは 150 で一定に保たれ、反射、吸収、透過は光線追跡とトランスファー マトリックス法を組み合わせて使用してモデル化されました。 光損失は AM1.5G スペクトルの光子束によって重み付けされました。 (b) 両面に 70 Ohm/sq n+ 拡散を有する SiNx 不動態化テクスチャー加工モノシリコン ウェーハ上の光コンダクタンス減衰によって測定されたエミッタ飽和電流密度。SiNx 膜の屈折率の関数として表されます。
表面パッシベーションに関しては、さまざまな窒化ケイ素膜が n 型エミッタ上に良好なレベルの表面パッシベーションを提供することがわかりますが、膜が標準的な工業的焼成下で安定しているかどうかには注意が必要です。 ARC とパッシベーション特性の両方を組み合わせることで、最適な窒化シリコン膜 (この場合は屈折率 2.0 の窒化シリコン膜) を選択できます。
2.5. スクリーン印刷と焼成
一般的な Si ウェハ太陽電池の前面および背面の金属接点は、スクリーン印刷とその後の焼成炉内での接点の同時焼成によって形成されます。 課題は、太陽電池の前面と背面での低い空間平均電荷キャリア再結合と組み合わせて、低い直列抵抗を実現することです。 さらに、太陽電池の前面のメタライゼーション部分を最小限に抑える必要があります。 重大な接触の問題は、セルの曲線因子と直列抵抗を監視することで簡単に検出できます (「
セクション 3) ただし、プロセスの問題によっては、検出するために空間的に解決された特性評価が必要になる場合があります。 図 5 には、太陽電池の前面と背面に接触の問題がある Si ウェハ太陽電池の 2 つのエレクトロルミネッセンス (EL) 強度画像が示されています。 太陽電池の前面の金属化部分を減らすために、前面の金属グリッド線の幅は常に減少しています。 ただし、これにより、ラインのコンダクタンスやフィンガーの断線によって直列抵抗が増加する可能性があります。 図 5(a) から、次のようになります。
折れた指は EL イメージングによって非常に簡単に検出できることがわかります。 バックコンタクトの接触および/または不動態化の問題も、EL 画像から簡単に検出できます (図 5(b) を参照)。 この特定のケースでは、焼成炉の金属ベルトの鏡像が画像に表示されます。そのため、最適でない焼成により裏面の局所的な接触不良が生じ、太陽電池の曲線因子が低下します。
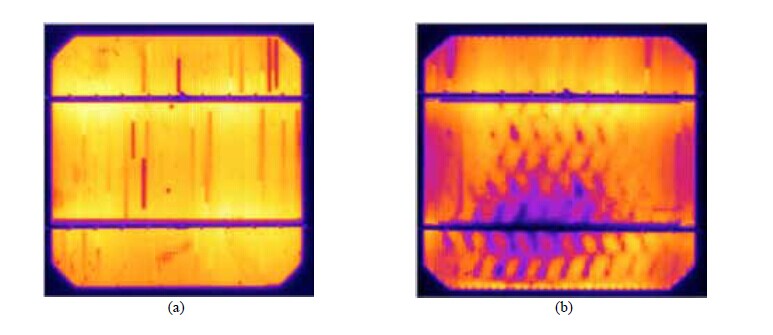
図5. (a) Agフロントフィンガーが破損したモノシリコンウェハ太陽電池のEL強度画像。 (b) 背面の Al コンタクトが不十分なモノシリコン ウェハ太陽電池の EL 強度画像。
3. 完成した太陽電池の特性評価
すべての太陽電池について、ワンサン IV 曲線が測定され、エネルギー変換効率が決定されます。しかし、太陽電池の研究者にとって、どの要因が特定の太陽電池の効率を制限しているかを知ることは非常に重要です。 このため、SERIS では、Si ウェハ太陽電池のボトムアップ損失解析を実行し、1 太陽最大電力点 (MPP) における太陽電池の 7 つの最も重要な損失メカニズムを定量化する新しい方法が開発されました。セルの直列抵抗補正された MPP 電圧 (Vmpp) は一定のままです [5]。 したがって、この分析は、理論上の (しかし実際には達成できない) 太陽電池効率の限界と比較して損失を定量化することを目的としたものではありません。 代わりに、特定の太陽電池の主な損失メカニズムを決定し、改良版の太陽電池を製造し、損失解析を繰り返すなど、反復的な方法で使用することを目的としています。 ここでは、効率 18.1% の p 型 Cz モノシリコン ウェハ太陽電池に関する損失解析方法を実証します。
SERISで製作されました。 このセルは、前面に均質な n 型エミッタを備え、背面に全面積の合金化裏面電界層を備えています。 AgフロントコンタクトとAlリアコンタクトの両方がスクリーン印刷されました。 SERIS 損失分析で調査された損失メカニズムは次のとおりです。
フロントメタルグリッドシェーディング
アクティブ領域の前面反射率。
前面エスケープ
直列抵抗
シャント抵抗
不完全な量子効率
ダイオードの再結合
まず、太陽電池の電気的特性を決定します。 この作業では、スーパークラス A ソーラーシミュレーター (WXS-220S-L2、ワコム、日本) を備えたワンサン IV テスター (SolSim-210、Aescusoft、ドイツ) が使用されました。 光 JV 曲線 (ここには示されていません) から、標準的な太陽電池パラメータが導出されます: 開放電圧 Voc、短絡電流密度 Jsc、曲線因子 FF、効率 Eff、最大電力点電圧 Vmpp、最大電力点電流密度 Jmpp。 暗い JV 曲線からのシャント抵抗
は、-50 mV ~ 50 mV の範囲での線形フィットによって決定されます。 1 太陽の JV 曲線を第 4 象限から第 1 象限に Jsc だけシフトし (図 6 を参照)、太陽電池が重ね合わせ原理に従うと仮定すると、1 太陽の最大電力点での直列抵抗 (Rs.light) ) は、Aberle らによって説明されているように、暗所と Impp でのシフトされた 1 太陽 JV 曲線の間の電圧差から決定されます。 [6]。 さらに、実効ダイオード飽和電流密度 J0.eff と実効理想係数 neff は、Rs 補正された光 JV 曲線から決定されます。 これらすべての導出値を表 1 にまとめます。
.jpg)

この研究では、太陽電池の量子効率は、変調された単色光と定常状態の白バイアス光の組み合わせを使用する差分スペクトル応答法によって決定されます[7]。 この研究で使用したシステム (Fimo-210、Aescusoft、ドイツ) には、34 個の狭帯域フィルターを備えたフィルター ホイール ベースのモノクロメーターがあり、測定前にセルの直線性がチェックされます。 太陽電池の金属のない領域の外部量子効率と内部量子効率を図 7 に示します。
セルの前面の金属化領域は、自動 3D 画像測定システム (MeasurVision、Sunny Instruments、シンガポール) を使用して測定されました。 その後、アクティブセル領域の反射率 Raa が、測定された半球反射率 (Lambda 950、PerkinElmer、USA)、測定された前面の金属化率、および使用された前面金属グリッドの測定された反射率から計算されます。 次に、測定されたセルの金属化率と金属のない領域の計算された Raa を使用して、アクティブ領域の IQE (IQEaa) が計算されます。 IQEaa は、短絡セルでの再結合損失の定量化に以下で使用されます。
解析の最後の部分では、セルが重ね合わせ原理に従うと仮定して、太陽電池の MPP での電力損失 (mW/cm2 単位) が、調査された 7 つの損失メカニズムごとに計算されます。 光損失と不完全な IQEaa による損失は、測定データを AM1.5G スペクトルで重み付けすることによって計算されます。これにより、計算された短絡時の電流損失は、Vmpp を乗算することによって MPP での電力損失に変換されます。 抵抗損失と順方向バイアス
電流は、表 1 の太陽電池の測定値と 1 ダイオード等価回路モデルを使用して、MPP 条件で計算されます。 したがって、我々の分析では、Jsc と Jmpp の差は完全に、順方向バイアス電圧によってデバイス内で引き起こされる追加の再結合によるものであると仮定しています。これは、セルが重ね合わせ原理に従い、シャント抵抗が十分に高い場合に当てはまります。 この解析の電力損失結果を表 2 に示します。前述したように、この解析では、直列抵抗補正後の最大電力点電圧が一定のままであると仮定しています。 この特定のセルでは、不完全な IQEaa による電力損失が支配的 (37%) であり、次に前面金属シェーディングによる電力損失 (24%) が続いていることがわかります。 また、MPP での合計電流損失 (12.6 mA/cm2) が組み合わされていることもわかります。
測定された Jmpp との合計は最大 47.2 mA/cm2 になります。これは、最大 1200 nm の波長に対する AM1.5G スペクトルからの可能な総電流 (47.0 mA/cm2) に非常に近い値です。 したがって、すべての主要な光子電流損失プロセスが説明されています。
4. 結論
この論文では、さまざまな特性評価手法を適用することで、部分的に処理されたシリコン ウェーハから大量の情報を抽出できることを示しました。 さらに、我々は、ボトムアップ分析に基づいてセルの最大電力点における 7 つの主要な電力損失メカニズムを定量化する、シリコン ウェーハ太陽電池の電力損失解析方法を提示しました。 この方法では、さまざまな損失メカニズムが排除された場合、セルの Vmpp が一定のままであると仮定します。 したがって、
Vmpp も同様に変化するため、太陽電池を改善する際には繰り返し使用する必要があります。 この分析は、Si 薄膜、CIGS、CdTe ベースの太陽電池などの他の太陽光発電技術や太陽光発電モジュールに簡単に適用できます。 この論文で説明されているように、高度な特性評価は太陽光発電技術の効率と収量を向上させる上で重要な役割を果たします。
リファレンス
[1] Trupke T、Bardos RA、Schubert MC、Warta W. シリコン ウェーハのフォトルミネッセンス イメージング。 応用物理学。 レット。 2006年; 89:044107。
[2] Giesecke JA、The M、Kasemann M、Warta W. フォトルミネッセンス イメージングによるシリコン アズカット ウェーハの空間分解特性評価。 プログレ。 フォトボルト。 2009年; 17:217
[3] Sinton RA、Cuevas A. 準定常状態の光コンダクタンス データからの半導体の電流電圧特性と少数キャリア寿命の非接触測定。 応用物理学。 レット。 1996年; 69:2510。
[4] Dutagupta S、Ma F、Hoex B、Mueller T、Aberle AG。 測定と多次元モデリングに基づいて、テクスチャード加工されたシリコン表面に窒化シリコンを使用して最適化された反射防止コーティング。 手順国際会議の材料について
Advanced Technologies 2011、シンポジウム O、シンガポール。 エネルギープロセディア、2011 年。
[5] Aberle AG、Zhang W、Hoex B. シリコン ウェーハ太陽電池の高度な損失解析方法。 手順SiliconPV 2011 カンファレンス(結晶シリコン太陽光発電に関する第 1 回国際会議)、フライブルク、ドイツ。 Energy Procedia、2011 年、第 8 巻、p. 244-9。
[6] アベール AG、ウェンハム SR、グリーン MA。 太陽電池の集中直列抵抗を正確に測定するための新しい方法。 手順第 23 回 IEEE 太陽光発電スペシャリスト会議、米国ルイビル。 1993 年、p. 133-8.
[7] Metzdorf J. 太陽電池の校正。 1: 差分分光応答性法。 応用光学 1987; 26:1701
出典:サイエンスダイレクト
詳細については、当社の Web サイトをご覧ください。www.powerwaywafer.com、sales@powerwaywafer.com または powerwaymaterial@gmail.com までメールをお送りください。