Карбид кремния имеет очень стабильные характеристики, поэтому он может стабильно работать в некоторых суровых условиях. Из-за стабильных химических связей технический порог производства карбида кремния очень высок. Условия выращивания слитков кристаллов карбида кремния суровые, требующие высокой температуры (~ 2600 ℃) и высокого давления (> 350 МПа) среды для выращивания; скорость роста кристаллов низкая, производственные мощности ограничены, а качество относительно нестабильно. Размер кристаллического слитка ограничен размером печи для выращивания пластин. Карбид кремния - твердый и хрупкий материал. По твердости уступает алмазу. Резка затруднена, а точность шлифования трудно контролировать. Поэтому процесс изготовления пластин карбида кремния нарезать из слитка карбида кремния очень сложно.
1. Отраслевые требования кКарбид кремния Вафляпроизводство
К процессу производства пластин из карбида кремния выдвигаются соответствующие отраслевые требования:
| Процесс | Параметры | Требования |
| Рост монокристалла | Размер | > 4 дюйма |
| Кристаллическая форма | 4H-SiC, | |
| Плотность микротрубочек | < 2 / см2 | |
| удельное сопротивление | 0,015 ~ 0,03 Ом * см (проводящий тип N) | |
| 10 ^ 5 Ом * см (полуизолированный) | ||
| Требования к обработке | TTV | < 15 мкм |
| Лук | < 40 мкм | |
| деформироваться | < 60 мкм | |
| Ra | < 0,3 нм |
* Пластины из карбида кремния (SiC) производства Сямынь Powerway Advanced Materials Co., Ltd.(сокращенно от PAM-XIAMEN) соответствуют отраслевым требованиям. Для получения более подробной информации посетите:https://www.powerwaywafer.com/sic-wafer/sic-wafer-substrate.html.
Параметры TTV, изгиба, деформации и Ra в приведенной выше таблице достичь не так просто. Причины перечислены ниже:
Качество самого кристалла определяет последующую обработку;
Твердость карбида кремния составляет 9,2, обрабатывать его можно только алмазом;
Если вы просто используете алмазную обработку, слишком большое напряжение вызовет повреждение подложек из карбида кремния.
2. Пластина из карбида кремнияПроизводственный процесс
По указанным выше причинам весь процесс производства пластины из карбида кремния спроектирован, как показано на рисунке ниже:
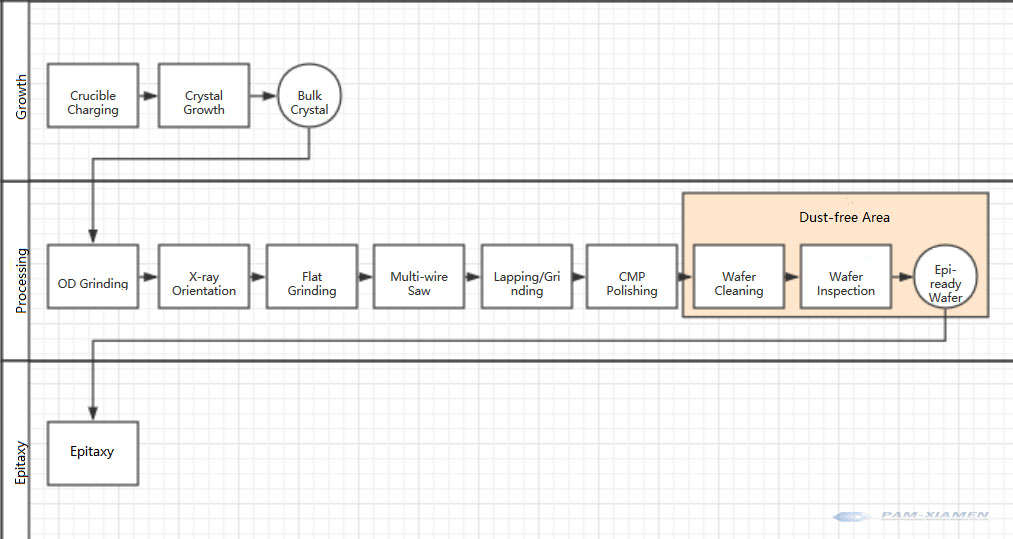
Процесс производства пластин из карбида кремния
Многопроволочная резка алмазным канатом используется для контроля деформации, изгиба и TTV; двустороннее шлифование используется для удаления слоя повреждения при резке и поднятия основы, лука, TTV и LTV; двусторонняя полировка используется для уменьшения шероховатости менее 2 нм. Химико-механическая полировка используется для улучшения качества поверхности, обеспечения шероховатости < 0,2 нм и отсутствия царапин. Очистка SiC-пластин и упаковка SiC-пластин не требуют липкости при ярком освещении.
Все процедуры генерируют соответствующую ключевую технологию обработки SiC-пластин:
# Техника
# Многоканальная пила
# Контроль деформации / лука / TTV / LTV
# CMP
# Очистка вафель
Ниже подробно описан процесс изготовления пластины из карбида кремния.
2.1Нарезка слитка карбида кремния Многопроволочная резка
Чтобы предотвратить коробление, толщина пластины после нарезки кубиками составляет 350 мкм. Как правило, после превращения в микросхему его истончают.
2.2Карбид кремния WаферШлифование
Для шлифования используйте алмазную суспензию. Размер частиц алмазного порошка в суспензии влияет на скорость удаления и поверхностный поврежденный слой. Использование метода, сочетающего грубое измельчение с частицами большего размера и тонкое измельчение с частицами меньшего размера, позволяет достичь лучших результатов измельчения. Диск для грубого шлифования представляет собой диск из полимерной меди / стеклянный диск, а диск для тонкого шлифования представляет собой оловянный диск.
Давление шлифования и скорость шлифовального круга также влияют на качество шлифования SiC пластин:
при высоком давлении измельчения скорость измельчения высокая, но значение TTV соответственно увеличивается;
при небольшом давлении скорость измельчения снижается;
увеличение скорости шлифовального диска в определенном диапазоне может улучшить скорость съема, но чем выше скорость, тем хуже плоскостность поверхности подложки.
Давление шлифования обычно регулируется на уровне 0,5-0,8 кН (0,025 МПа), скорость шлифовальной головки составляет 60-80 об / мин, а скорость шлифовального диска составляет около 60 об / мин.
Шлифовальный диск необходимо затачивать в процессе шлифования, чтобы обеспечить высокую скорость удаления подложки из монокристалла карбида кремния. Система правки шлифовального диска может равномерно распределять шлифовальную жидкость и обеспечивать эффект удаления шлифовки. Когда скорость съема шлифовального диска уменьшается и скорость съема не может быть гарантирована за счет правки в режиме онлайн, шлифовальный диск необходимо обрезать в автономном режиме.

2.3SiC вафельныеПолировка Химическая механика во время процесса производства пластин из карбида кремния
Использование механического воздействия (давление) и химического / окислительного (перекись водорода, значение pH) для совместной работы, чтобы сделать поверхность гладкой и чистой. Следует уделять больше внимания балансу между химическим действием и механическим воздействием. Тип полировальной жидкости, полировальная тарелка, давление полировки, скорость полировального диска и многие другие условия будут определять качество полировки:
- Влияние концентрации полировального раствора: чем выше концентрация полировального раствора, тем сильнее снимается полировка, но с увеличением шероховатости поверхности основы ухудшается качество поверхности. При уменьшении концентрации снижается полирующая способность удаления, а эффективность будет низкой;
- Более твердые полировальные диски могут обеспечить лучшую плоскостность, а более мягкие полировальные диски могут получить поверхность с меньшим количеством дефектов;
- Увеличение давления полировки или скорости вращения может улучшить скорость съема материала, но в то же время это увеличит шероховатость поверхности материала и подповерхностный поврежденный слой, что повлияет на качество поверхности.
Когда объем съема слишком велик, из-за высокой твердости материала карбида кремния абразивные частицы шлифовального круга постепенно округляются и тускнеют под действием трения и экструзии. Шлифовальный мусор, застрявший в порах на поверхности шлифовального круга, вызовет закупорку алмазного шлифовального круга, что приведет к снижению шлифовальной способности и эффективности шлифовального круга, а также к появлению неровностей на поверхности заготовки.
Чтобы решить эту проблему, был усовершенствован процесс измельчения SiC пластин и добавлен онлайн-процесс правки масляного камня. С одной стороны, он может удалить абразивный мусор, забившийся на поверхности шлифовального круга, и заставить абразивные частицы выступать на поверхность; с другой стороны, когда шлифовальный круг затупится, его можно снова затачивать путем заточки, что упрощает процесс шлифования и резки.
Максимальная толщина резки = 2 * скорость детали / (скорость шлифовального круга * размер частиц шлифовального круга) * √ (радиальная подача / диаметр шлифовального круга)
Чем меньше подача шлифовального круга, тем лучше шероховатость поверхности детали и выше точность поверхности. В процессе обработки вы можете выбрать подходящую подачу в зависимости от достигаемой шероховатости поверхности.
Общий процесс измельчения делится на: этап высокоскоростной подачи, этап пустой подачи, этап P1, этап P2, этап P3 и этап высокоскоростного возврата.
Количество снятого материала может быть определено путем измерения качества кремниевых пластин до и после полировки с помощью прецизионных электронных весов Sartorius CP225D. Характеристики морфологии поверхности пластин карбида кремния анализируются с помощью оптического микроскопа Olympus OLS4100. Измерьте шероховатость поверхности пластины карбида кремния с помощью Zygo Newview5022 Surface Profiler и возьмите 3 равные точки на окружности 1/2 диаметра пластины, чтобы измерить среднее значение. После тонкой полировки шероховатость поверхности пластины карбида кремния измеряется с помощью атомно-силового микроскопа XE-200.
2,4 Пластина из карбида кремнияУборка
Этапы очистки карбида кремния RCA:
- Используйте ацетон (C3H6O) для ультразвуковой очистки в течение 15 минут;
- Используйте деионизированную воду для 3-х разовой ультразвуковой очистки по 10 минут каждый раз;
- После кипячения раствора H2O2 + NH3H2O: H2O с объемным соотношением 1: 1: 5 в течение 15 минут очистить пластину (концентрация H2O2 30%);
- Используйте деионизированную воду для 3-х разовой ультразвуковой очистки по 10 минут каждый раз;
- После кипячения раствора H2O2 + HCl: H2O с объемным соотношением 1: 1: 5 в течение 15 минут очистить пластину (концентрация HCl 37%);
- Используйте деионизированную воду для 3-х разовой ультразвуковой очистки по 10 минут каждый раз;
- Вынув пластину, просушите ее азотом высокой чистоты.
Обработка RCA может эффективно удалить слой загрязнения и другие загрязнения, оставшиеся на поверхности пластины карбида кремния после отжига, и не повлияет на структуру поверхности пластины карбида кремния.
PAM-XIAMEN строго соблюдает процесс производства пластин из карбида кремния, стремясь предоставить клиентам высококачественные пластины из карбида кремния.
Для получения дополнительной информации, пожалуйста, свяжитесь с нами по электронной почте по адресу victorchan@powerwaywafer.com и powerwaymaterial@gmail.com.