SiC-enheter är gjorda av kiselkarbidplattor (SiC). Så här kommer en fråga: hur man skaffar en kiselkarbidskiva? I allmänhet skärs en SiC-skiva från cylindriska SiC-skålar. När det gäller skärprocessen introduceras här metoder för skärning av kiselkarbidgöt.
En skärmaskin med diamanttråd är avsedd för skärningkärnkarbidgöt till wafers. Diamanttrådskärmaskin används ofta för att skära olika metall- och icke-metallkompositmaterial, särskilt lämpligt för skärning av olika spröda kristaller med hög hårdhet och högt värde.
Skärprincipen för diamanttrådskärmaskinen liknar en bågsågs och den är huvudsakligen uppdelad i fyra delar:
1. diamanttråd används som sågblad på en bågsåg;
2. två fjädrar eller pneumatiska rullar används för att spänna diamanttråden;
3. två styrhjul används för att säkerställa skärets noggrannhet och ytform;
4.Den höghastighets roterande och fram- och återgående lindningstrumman används för att driva diamanttråden för att fram och tillbaka.
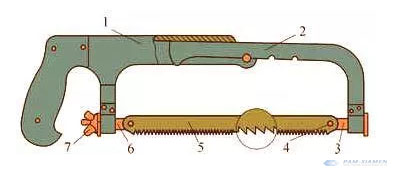
Diamanttråden går fram och tillbaka på den fasta kristallen och skär därigenom.
Precis som diamantverktyg är diamanttråden inte en enkel bit diamant. Diamanttråd bearbetas på basis av ståltråd med hög kolhalt och bildar diamantskärningar på ytan. Huvudströmmen är nu att införa diamantpartiklar istället för att direkt syntetisera diamant på ytan. Enligt de olika ytbehandlingsmetoderna finns det fyra typer av diamanttrådar enligt följande:
1. Elektropläterad diamantvajer: fixera Ni och diamantpartiklar på ståltråd med hög kolhalt genom galvanisering;
2. Diamanttråd av harts: fixera diamantpartiklar på stål med hög kolhalt genom att värma fenolharts och tillsatser;
3. Inlagd diamanttråd: fixera diamantpartiklarna på ståltråden med hög kolhalt genom att rulla;
4. Lödning av diamanttråd: diamantpartiklarna fixeras på ståltråd med hög kolhalt genom legering av legering.
Hartsdiamanttråden kan få en bättre yta än den galvaniserade diamanttråden, men bearbetningshastigheten är långsammare.
| Skärmetod | Princip | Snitt / μm | Skadeskikt / μm | TTV / μm | Klipphastighet mm / min |
| Elektropläterad skärning av diamanttråd | Träsnideri | 80-120 | 6-8 | 8 | 1.35 |
| Hartskärning av diamanttråd | Träsnideri | 80-120 | 4-7 | 5 | 0.9 |
| Murbruk | Slipning | 120-150 | 11-15 | 24 | 0.39 |
Skärytan för jämförelse av kiselkarbidgöt visas i figuren:

Visa separat ytan på galvaniserad diamanttrådskärning, harts diamanttrådskärning, murbruk
1.Wire EDMför kapning av kiselkarbidgöt med strömledande
Materialet som bearbetas av EDM-kabeln ska kunna leda elektricitet. När det bearbetade materialet inte är ledande börjar diamanttrådskärmaskinen visa sina bearbetningsfördelar. Det kan skära ledande och icke-ledande material så länge hårdheten är mindre än diamanttråden.
2. Mortar skärningför skärning av kiselkarbidkulor
Diamanttrådskärning kan modifieras från murbruk.
Den grundläggande skillnaden mellan diamanttrådskärning och murbrukskärning: diamanttrådskärning skärs av fasta diamanttandningar på linjen, medan murbruk skärning är slipning och skärning med kiselkarbidpartiklar eller diamantpartiklar i murbruk under onlinesträngsprutningen. Eftersom murbruk är flytande är skärmärkena ofta större och kvaliteten på skärytan är dålig.
3. LaserskärningMer lämplig för skärning av kiselkarbidplattor
Schemat för laserskärning av kiselkarbid är lasermodifierad skärteknik. Principen är att använda en laserstråle med hög överföringsvåglängd för att fokusera på insidan av skivan genom en lins, och multiphotonabsorption uppstår, vilket resulterar i ett lokalt deformationsskikt, nämligen modifierat skikt. Skiktet består huvudsakligen av hål, hög dislokationsdensitetsskikt och sprickor. Det modifierade skiktet är startpunkten för efterföljande tärning och sprickbildning. Det modifierade skiktet kan begränsas inuti skivan genom att optimera lasern och det optiska bansystemet och ingen termisk skada orsakas på skivans yta och botten. Använd sedan yttre kraft för att styra sprickorna till ytan och botten på skivan och separera skivan i önskad storlek.
Lasermodifierad skärning kräver emellertid en liten tjocklek, som är lämplig för bearbetning av kiselkarbidskivor, medan diamanttrådskärning används för kiselkarbidgöt. Traditionell tärning av rån använder vanligtvis ett skärhjul. Skärhjulet maler huvudsakligen skivan genom sin stabila och snabba rotation. Under skärprocessen används ett kylvätska för att sänka temperaturen och ta bort skräp. För skivor ersätter lasermodifierad skärning skärhjulets skärning. Lasermodifierad skärning kräver inte kylvätska. Det finns inget damm och skärmärkena är små. Hastigheten kan nå 1000 mm / s och inga bladförbrukningsartiklar. Laserns livslängd är upp till 30000 timmar och felsökningstiden är mindre än 10 minuter. Den specifika skärningseffektiviteten tar PAM-XIAMEN 4 tum 360 um SiC-skiva, dia 2 × 2 mm som ett exempel tar det bara 5 minuter.
För att erhålla 4H-SiC-skivan med låga defekter, behöver kiselkarbidskivan vanligtvis odlas på frökristallen med 4 ° utanför axeln. Därför, när den lasermodifierade skärningen är vinkelrät mot skivans platta sida, kommer sprickan att ge en 4 ° -vinkel med C-planaxeln [0001]. När du använder vanlig laserskärutrustning för skärning kommer en 4 ° avböjningsvinkel att göra det svårt att dela upp materialet, vilket så småningom kommer att orsaka allvarlig flisning och slingring i denna riktning. Mer detaljerad kontroll av laserns riktning och energi krävs.
Laser- och verktygsskärning kan kombineras för att bilda mikrolaserassisterad precisionsskärning. Använd laservärme för att mjuka upp arbetsstyckets yta, vilket kan göra laserskärande kiselkarbid lättare och bättre. Denna bearbetningsteknik är lämplig för ultraprecisionsbehandling av material, såsom infraröda kristaller, hårdmetall, rostfritt stål och glas.

För mer information, kontakta oss via e-post på victorchan@powerwaywafer.com och powerwaymaterial@gmail.com.